



Description
Product Overview
This solid carbide roughing end mill is designed for
efficient stock removal, cavity roughing, side milling,
pocket machining and slot roughing of carbon steel,
alloy steel, tool steel and pre-hardened mold steel.
The coarse serrated cutting profile divides the cutting
engagement into smaller chip sections, helping improve
chip control and reduce cutting resistance during demanding
rough milling operations. Standard and long-reach sizes
are available for general machining and deeper cavities.
Recommended Rough Milling Applications
This cutter is intended primarily for machining stages
where efficient material removal and controlled chip formation
are more important than the final finished surface.
Heavy Stock Removal
Removes large amounts of excess material before
semi-finishing and final finishing operations.
Cavity and Pocket Roughing
Suitable for rough machining of mold cavities,
pockets and recessed component areas.
Side Milling
Supports productive peripheral roughing along
component walls, shoulders and external profiles.
Slot Roughing
Suitable for rough slot and groove machining when
the tool entry method, engagement and chip evacuation
are correctly controlled.
How the Coarse Serrated Profile Supports Roughing
A continuous cutting edge produces a chip along the full
engaged cutting length. The serrated roughing profile divides
this engagement into smaller sections, helping produce shorter
and more manageable chips during high-volume stock removal.
Chip Formation and Evacuation
- Coarse serrations divide chips into smaller sections
- Shorter chips are generally easier to evacuate
- Controlled chips help reduce chip accumulation
- Reduced chip recutting supports process stability
- Suitable for cavity, pocket and side roughing
- Effective evacuation remains essential in deep cavities
Cutting Load and Productivity
- Segmented engagement can reduce cutting resistance
- Suitable for high-volume material removal
- Helps reduce the workload of the finishing cutter
- Supports productive roughing of steel components
- Allows a controlled allowance to remain for finishing
- Performance depends on machine and cutting conditions
Roughing End Mill Design and Performance
The carbide construction, serrated cutting profile,
flute geometry and tool dimensions work together to support
stable rough machining and efficient material removal.
Solid Carbide Construction
Solid carbide provides the rigidity and dimensional
stability required for productive steel and
mold-steel roughing applications.
Coarse Serrated Cutting Edge
The coarse roughing profile divides the cutting
engagement into smaller sections to support
controlled chip formation.
High Material-Removal Capability
The tool is intended for removing excess stock
before the workpiece proceeds to semi-finishing
and final finishing.
Improved Chip Segmentation
Serrated cutting edges form shorter chip sections
than a continuous straight cutting edge under
suitable roughing conditions.
Reduced Cutting Resistance
Segmented engagement can help reduce instantaneous
cutting resistance during cavity, side and
pocket roughing operations.
Stable Standard Configuration
The current standard product uses a four-flute
structure to provide multiple cutting edges and
a stable carbide core.
Standard-Length Sizes
Standard-length configurations provide increased
rigidity for general side milling, slotting,
pocketing and cavity roughing.
Long-Reach Options
Selected diameters are available with a 100 mm
overall length for recessed machining positions
and deeper cavities.
Steel Roughing Applications
Suitable carbide and coating configurations can
be selected for carbon steel, alloy steel,
tool steel and pre-hardened mold steel.
Application-Specific Coating
The coating option can be reviewed according to
workpiece grade, hardness, cutting speed,
coolant method and machining strategy.
Custom Tool Dimensions
Cutting diameter, cutting length, shank diameter
and overall length can be adjusted for
application-specific requirements.
OEM Production Support
Customer model numbers, laser marking,
labels and private-label packaging are available
for distributors and cutting-tool brands.
Recommended Workpiece Materials
The final carbide grade, coating and cutting conditions
should be selected according to the exact material grade,
hardness, engagement and machine condition.
Applications involving stainless steel, titanium,
hardened steel or non-ferrous materials should be
reviewed separately before tool selection.
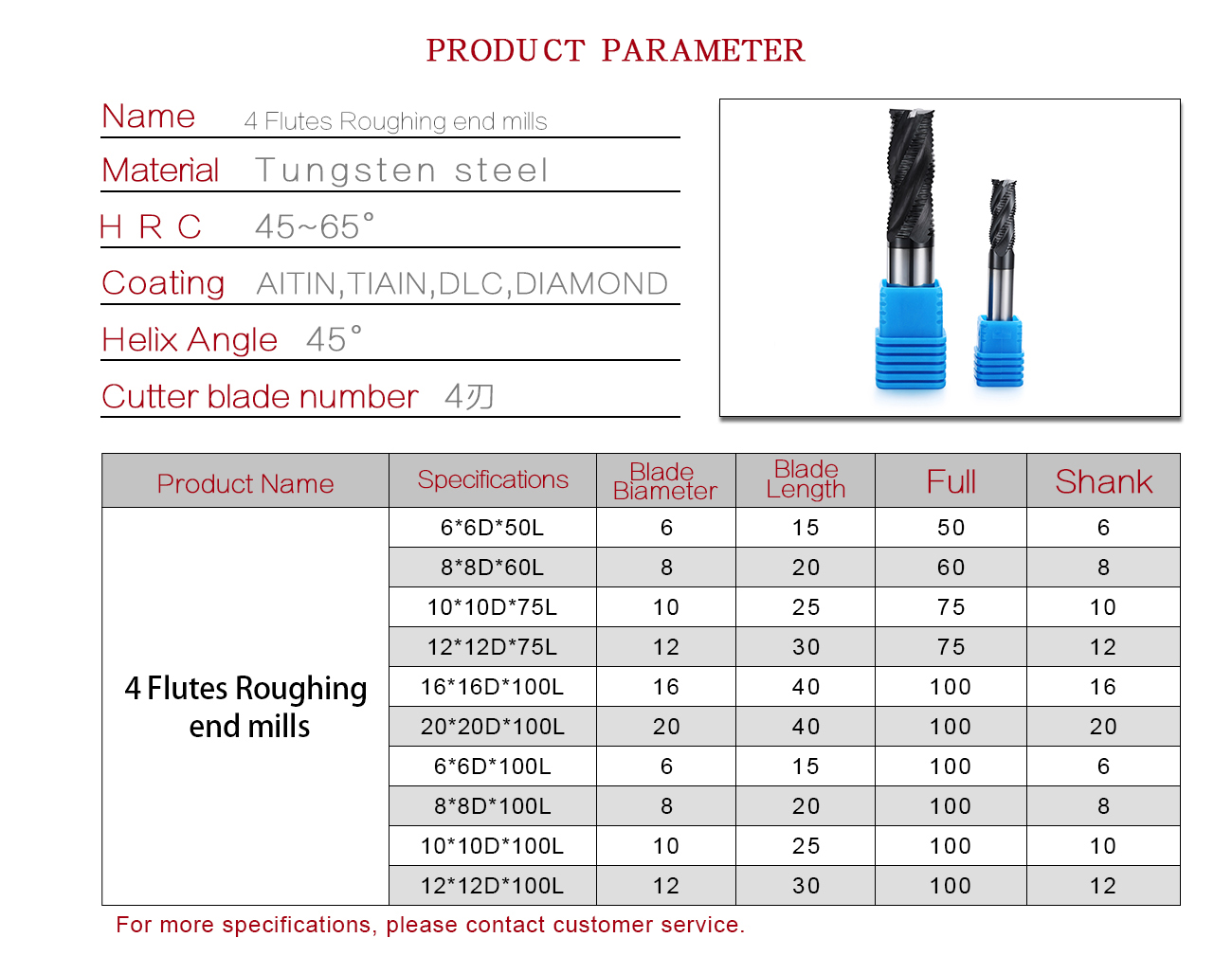
Standard Size List
The current standard range covers 6–20 mm cutting diameters.
Selected 6–12 mm diameters are also available with a
100 mm overall length for long-reach machining.
| Product Code | Cutting Diameter D | Cutting Length L1 | Overall Length L | Shank Diameter d |
|---|---|---|---|---|
| D58000539 | 6 mm | 15 mm | 50 mm | 6 mm |
| D58000540 | 8 mm | 20 mm | 60 mm | 8 mm |
| D58000541 | 10 mm | 25 mm | 75 mm | 10 mm |
| D58000542 | 12 mm | 30 mm | 75 mm | 12 mm |
| D58000543 | 16 mm | 40 mm | 100 mm | 16 mm |
| D58000544 | 20 mm | 40 mm | 100 mm | 20 mm |
| D58000545 | 6 mm | 15 mm | 100 mm | 6 mm |
| D58000546 | 8 mm | 20 mm | 100 mm | 8 mm |
| D58000547 | 10 mm | 25 mm | 100 mm | 10 mm |
| D58000548 | 12 mm | 30 mm | 100 mm | 12 mm |
Unit: mm. Standard availability should be confirmed
before ordering. Special cutting diameter, cutting length,
shank diameter and overall length are available on request.
Product Configuration Overview
| Tool Type | Solid Carbide Roughing End Mill |
|---|---|
| Tool Material | Solid Carbide |
| Cutting Profile | Coarse Serrated Roughing Teeth |
| Standard Flute Configuration | 4 Flutes |
| Standard Diameter Range | 6–20 mm |
| Length Options | Standard Length / Selected 100 mm Long-Reach Sizes |
| Main Operations | Heavy Roughing / Cavity Roughing / Pocket Machining / Side Milling / Slot Roughing |
| Recommended Materials | Carbon Steel / Alloy Steel / Tool Steel / Pre-Hardened Mold Steel / Cast Iron |
| Coating | Selected According to Material, Hardness and Machining Conditions |
| Custom Options | Cutting Diameter / Cutting Length / Shank Diameter / Overall Length |
| OEM Options | Laser Marking / Customer Model Number / Custom Label / Private-Label Packaging |
Roughing and Finishing Workflow
A coarse serrated end mill is primarily intended for
stock removal. A separate semi-finishing or finishing
cutter is normally used when the component requires
a controlled final dimension and surface finish.
Roughing Stage
- Remove the majority of excess material
- Use controlled radial and axial engagement
- Maintain effective chip evacuation
- Reduce load on the later finishing cutter
- Leave a uniform machining allowance
- Inspect tool wear during long production cycles
Finishing Stage
- Use a finishing end mill for final dimensions
- Remove the remaining machining allowance
- Control wall straightness and profile accuracy
- Improve the final machined surface
- Adjust the tool according to the component geometry
- Avoid using the rougher as the only finishing tool
Roughing Application Guidelines
Cutting parameters should be selected according to the
workpiece grade, hardness, cutter diameter, cutting length,
machine rigidity, tool overhang and engagement.
Recommended Setup
- Use rigid machine and workholding conditions
- Keep tool overhang as short as possible
- Use a low-runout toolholder
- Provide effective chip evacuation
- Reduce engagement for long-reach configurations
- Leave a controlled allowance for finishing
Conditions Requiring Adjustment
- Deep cavities with excessive overhang
- Excessive full-width slot engagement
- Poor chip evacuation or chip recutting
- Unstable workholding or component vibration
- Incorrect coating for the material
- Unexpected hard spots or interrupted surfaces
Custom Roughing End Mill Options
Non-standard roughing cutters can be developed according
to the workpiece, machining depth, toolholder,
required reach and material-removal target.
Information Required for Tool Selection
Complete application information helps determine the
appropriate tool dimensions, carbide grade,
coating and roughing configuration.
Workpiece Information
- Workpiece material and exact grade
- Material hardness
- Cavity, pocket, slot or side-milling geometry
- Required roughing depth and width
- Machining allowance after roughing
- Production quantity and target cycle time
Machine and Tool Information
- Machine type and spindle power
- Available spindle-speed and feed range
- Toolholder type and measured runout
- Required cutting and overall length
- Coolant, air blast or dry-machining condition
- Current tool and existing cutting parameters
Custom Roughing Tool Development Process
Custom dimensions are reviewed according to the machining
feature, required reach, material-removal target
and available machine conditions.
Carbide Roughing End Mill Manufacturer
ZHY supplies standard and customized carbide roughing
end mills to machining companies, mold manufacturers,
cutting-tool distributors and private-label tool brands.
Application and Production Support
- Standard 6–20 mm diameter range
- Standard and long-reach configurations
- Application review based on material and hardness
- Custom dimensions for special machining depths
- Sample tools for machining verification
- Mixed-size and batch-order quotations
OEM and Private Label
- Customer logo laser marking
- Customer model and product numbers
- Custom labels and barcode stickers
- Plastic box and outer-carton options
- Private-label packaging support
- Packaging verification before shipment
Production and Quality Inspection
Tool material, dimensions, roughing geometry and
cutting-edge appearance are inspected to support
repeatable standard and custom production.
Request a Roughing End Mill Recommendation
Send us the workpiece material, hardness, machining
operation, cutting diameter, cutting length, overall length,
roughing depth, machine condition, coolant method,
current parameters and order quantity. Our team will
review the application and recommend a suitable standard
or customized solid carbide roughing end mill.



